
Reference Pictures and Notes, 2010-2015
The Pat Dennis MK II Build
(back to www.riggenho.com
)
...some of the photos and drawings are very large files, please be patient for
downloads
The remaking of what has been called the best HO car ever designed....
"The reason why you will never see one, let alone be able to buy one
was a difficult decision..."
--Jose Rodiguez, Jr. Car Model
December 1972 p.40
Pat started this project in 2010 for ten very lucky HO/Brass/Tyco enthusiasts....here is the story....
2010
August 2010 the focus of this update was about building
the components of the motor...cans, comms and the end caps.
September 2010 includes engineering drawings of
the armature, includes a great drawing of the motor layout
November 2010 details the armature revision and
shows the proto arm, along with winder #1
2011
January 2011 enhanced "windery", and a
great
shot of the HT-50 can along with the custom can
March 201l, July 2011 ....some proto testing with Joel
P. including a test can in a modern plastic chassis
2012
January 2012 brush tubes and wheels 1
February 2012 winder 3!
2014
May
2014 back on track! the motor progresses
(opens in a new page)
October
2014 Rear Axle Tube attachment
(opens in a new page)
2015
June 2015 : Motors
nearing completion!
(opens in a new page)
August 2015: 13 Running Units!
(opens in a new page)
September 2015: Chassis
(opens in a new page)
October 15: 1st
Chassis Prototype pictures
(opens in a new page)

(click image for larger)
Extra Credit Assignments:
How to Make Your Own Aluminum Set Screw Wheels...with
pictures (opens in a new page)
----------------------------------
Why the "intensity" about the motor? ...some "back-story" about the TycoPro Mk II:
Probably the car that has generated the most questions was the TycoPro Mk II, the angle winder. I built this in 1970 after I obtained samples of the German Buehler motors at the International Toy Fair in Nuremberg.
These were smaller that the Mabuchi:
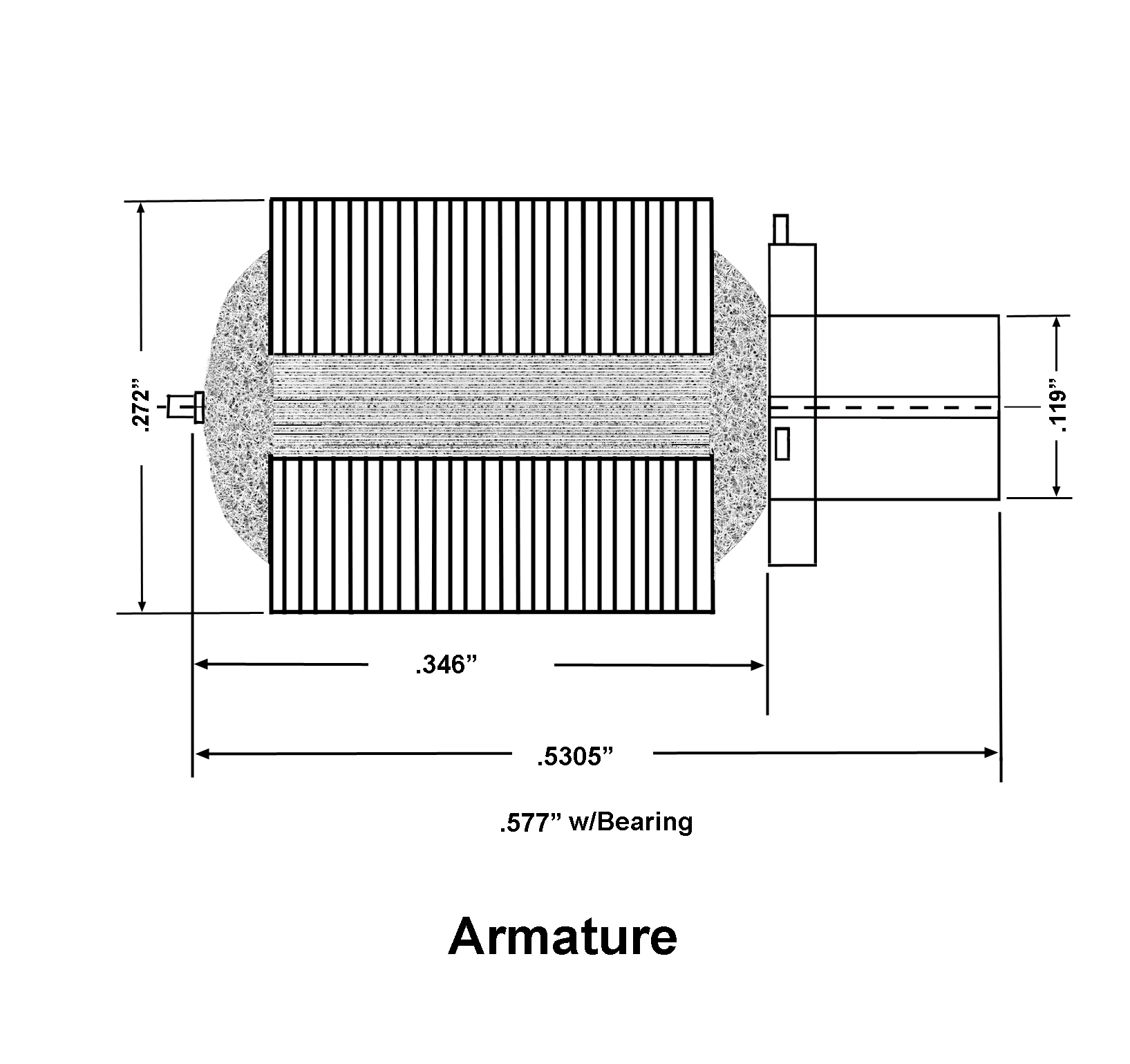
Armature OD: 0.320” for the Buehler vs. 0.373 for the Mabuchi
Housing width: 0.509” for the Buehler vs. 0.710 for the Mabuchi
Although the Buehler had a longer housing, this was due to the very generous proportions of the end-cap. And the spacing between the laminates and the commutator - problems easily changed for production. I started out with a hand built end-cap, sort of a miniature Mabuchi, but added a brass brush holder with hairpin springs. A decent rewind and I had a screamer. The small dimension between the shaft and the sides of the housing allowed a very slight angle to make an angle winder design. I used piano wire, large Hypo needles and brass sheet for the chassis. The first sample tested well and the second, with a smaller angle was better. Then I did a full sidewinder - the rear axle actually passing through the housing, nearly touching the magnets. I sold the idea to Richard Cheng and we contacted Buehler - they wouldn’t bend one bit from their present design, despite the projected quantities. So we started work in Tyco HK. We made a drawing die for the housing, started conversations with the magnet manufacturers, etc. We even made up a spot weld rig to weld the piano wire and hypo needles. The major problems were the laminate dies. Progressive blank & form dies are expensive!!!! Next, the magnet people couldn’t guarantee that the magnets this thin would not come out of the compression molds with any dimensional accuracy - they made comments like “maybe looking like a potato chip”. Not encouraging. Even with all of this we remained confident that we could build it. Our projected retail was $8.00 - management (remember that these were ex-sales people), said that the market would not accept an $8.00 HO car. That killed it.
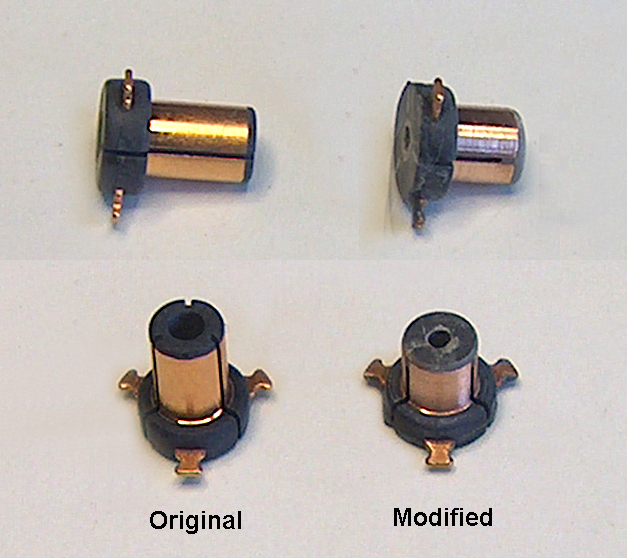
Motor cans:

Commutators:

original and as modified:
Armature drawing:

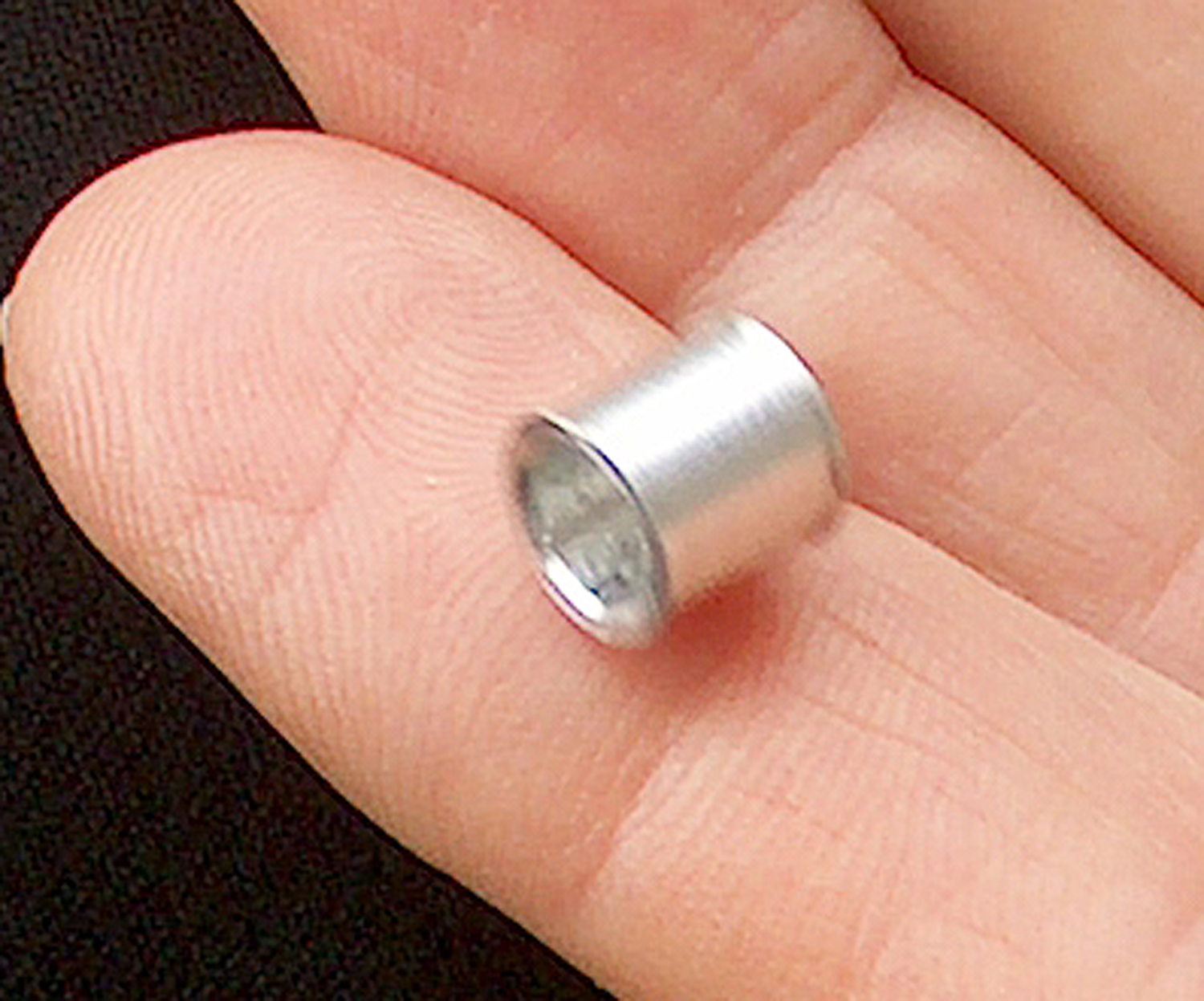
Motor Can:
.jpg)
End Cap:
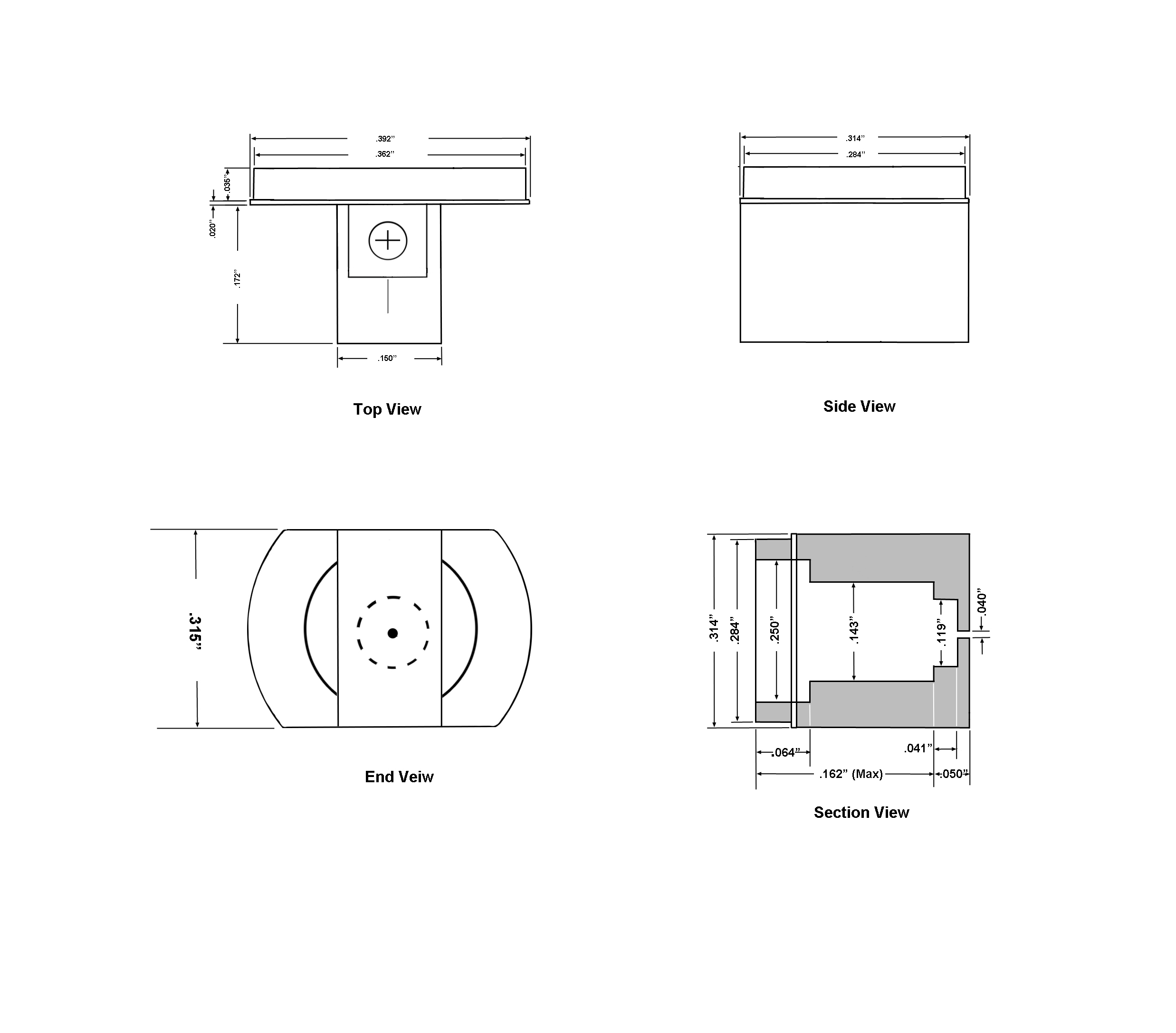
End Cap-Master:

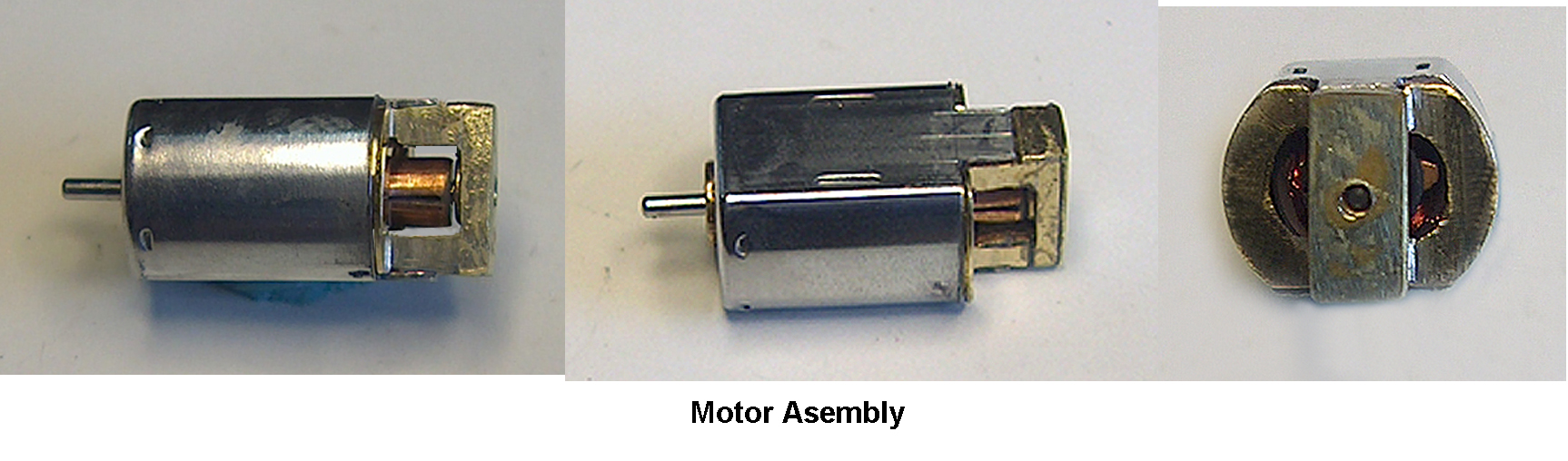
Motor Assembly 1:
September 2010 (Engineering Drawings)

Armature revision

Arm proto
comm template

Etch (failed run)
Success

Comm #1

Machining the comms:
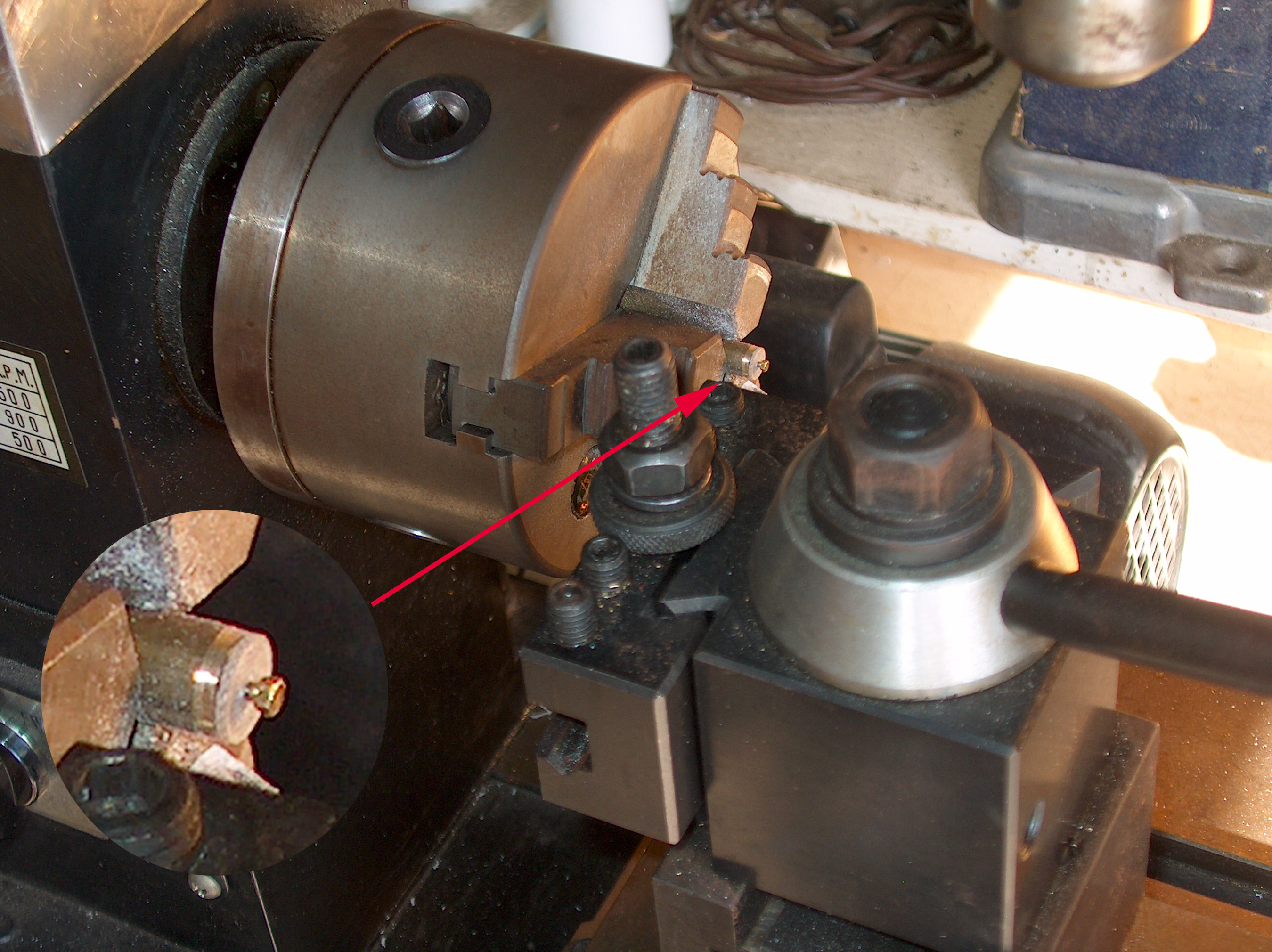
Winder 1---see below, more on this
Arm with commutator
End cap drill and tap process:

Winder...
(look closely at the tensioner assembly, note the repurposed MATCHBOX wire wheels!)
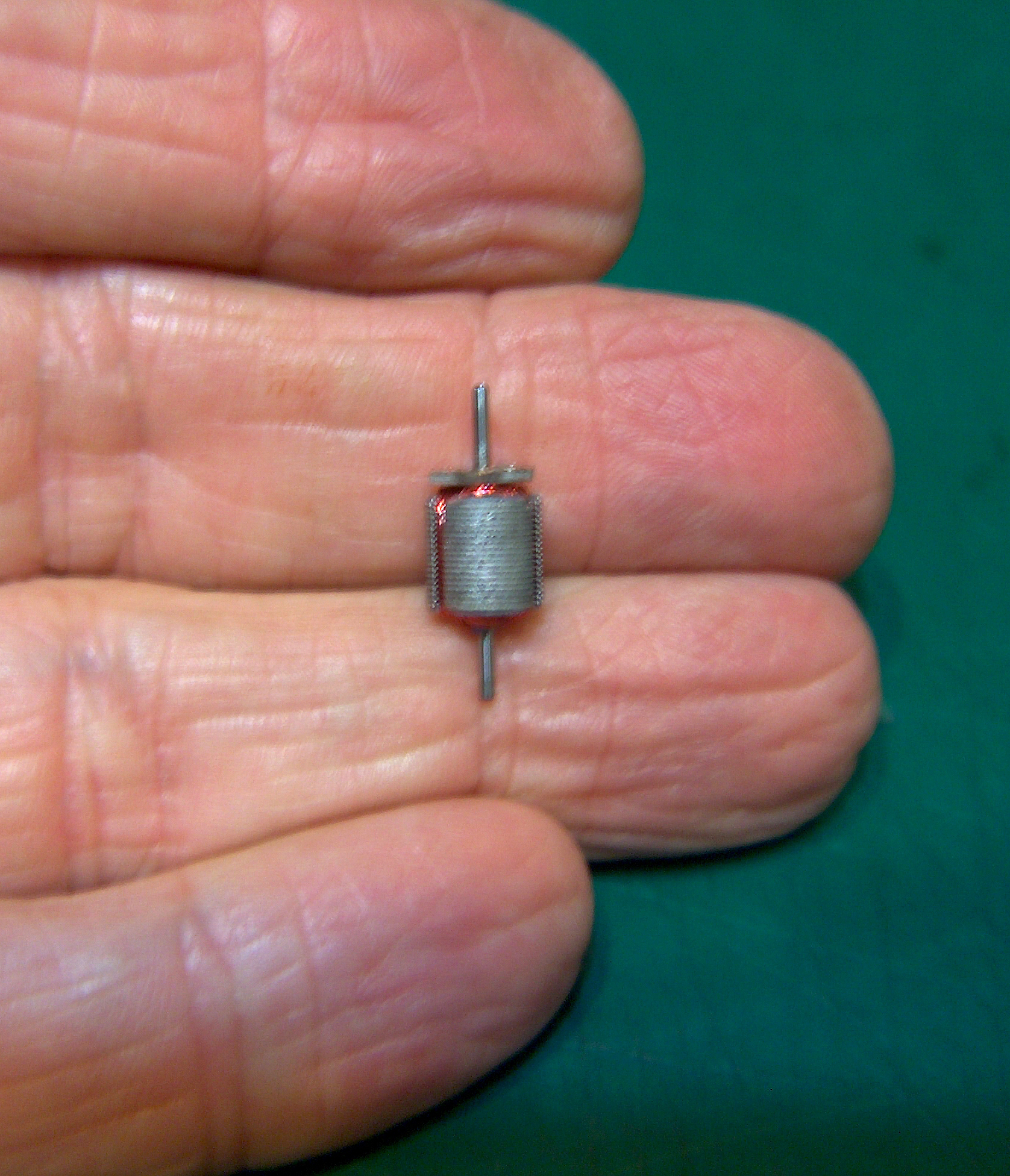
The proto Motor..compared to vintage TycoPro HT-50

In February 2011, Pat sufferred a broken clavicle, limiting his mobility. Joel Pennington (Midwest Unlimited) performed additional testing. Joel had a specific interest in this project as he recently initiated a "Gravity Only" class at MU...
Here is email correspondence and pictures from the testing....
---------------------------------------------------------------------------------------------------------------------------
3/3/2011
Ron,
As I was saying, Joel has taken my design and started the testing that I cannot
do at this time.
Following are the update messages and photos of his test rig. I am both indebted
to Joel for doing this work while I just sit here healing and encouraged that
my design confrms my initial calculations.
Pat
Small Motor 2-24-11
Pat,
I completed and bench ran a motor last night per your design. I intend to develop a torsion spring design, but felt most secure starting with a familiar brush and spring set up and it is fortunate that I did so.
I chose to test initially with the stock motor that comes in the can set up. It meters at 5.8 ohms, which is where a stock motor in many of the current set ups meters at, so it seemed to be a safe established starting point. My initial brush/spring set up had four loops of a .007 Mura spring. When I free rev this with 4 volts it was pulling .33 amps and was building heat. I then switched to a stock Cox spring, which I think is .005, and the 4 volt draw was .11 amps! And it was not building heat. This is far less tension than I expected.



The raw stock little can with its metallic brush set up only draws .03 amps at 4 volts. I suspect the difference between it and the PC comm version is the extra friction torque from the brushes. What I am going to do next is to “bolt” a raw stock metallic brush little can and a PC flat comm version into Tyco 440 chassis and track test them to see what happens. I am not expecting the metallic brush version to survive at 18 volts, but it could be telling. Nor do I expect any handling performance out of the 440 chassis set up. But it will be an important reality test.
Joel
PS - I can send you pictures latter when my internet returns from the ice storm. Tell me if any of the parts I produced could be useful for you
Motor test
Monday, February 28, 2011 10:11 PM
From: "THE PENNINGTON FAMILY" <xxxyyy@chartermi.net>
To: "G Patrick Dennis" xxxyyy@bellsouth.net
Pat,
I felt compelled to track test the motor set up before I proceeded further.
As I last noted the armature that I set up has the flat comm and uses the stock
5.8 ohm motor. What I did was to bolt the motor to the rear bulk head of a Tyco
440, the old style one that took the single bar magnet across the back. This
configuration allowed for ease of tire, wheel and gear changes. I need to create
a motor shaft extension in order reach the rear gear. I felt as though I was
going to need the max ratio so I went with the stock 7 to 25 ratio. When assembled
the entire car minus body weight 8.02 grams! Far too light for gravity racing
but that was not the point. My object was to:
1. Determine if it was in the ball park or not speed wise?
2. What would temperatures be?
3. How would it respond with normal controller equipment?
4. Would it hold up on 18 volts?
Question 1 - Yes even in the stock form it had adequate speed for gravity racing.
In it very light chassis configuration it light up the tire most of the 18 foot
straight away. I add 3 grams of lead to help stabilize it, but at 11 grams of
car it was still 8 to 9 grams less than our gravity cars.
Question 2 - The motor ran cool the whole time. Barely warm to the touch even
after ten minutes of running.
Question 3 - A normal electronic controller managed the car fine.
Question 4 - No sign what so ever of problems with 18 volts
Other - Even though I made no effort at the test rig being a race platform,
and you will understand when you see pictures, it did a 13.62 second lap, with
fast lap tonight from on of our developed cars being a 12.67 second lap.
Impression - This design will work very well.
Next steps - With this validation I will proceed with completion of several
more of the motor set ups with different winds and complete some legitimate
chassis platforms.
I will send some pictures soon.
Joel
Pat,
Here are some pictures for your review. You can see the craziness of the test
platform, but hey it did it's job to give us some base line validation. Note
the comm appearance, based on what I see it does not look under pressured by
the brush/spring set up.
Joel



July 2011...
---------------------------------------
This is a message that Pat posted on Hobby Talk after a flury of interest and
mis-information on the motor (http://www.hobbytalk.com/bbs1/showthread.php?p=3835762#post3835762):
"Just how much would you be willing to pay for one-or more of these?
Although I can understand your desire to have this new tiny-sized motor readily
available at some price that you deem reasonable, you fail to understand that
the total universe for for such a niche market item is estimated at approx.
500 people. Let’s assume that each of you may buy 25 of these over a three
year period – bringing the total to 12.5K pieces. How much are you willing
to pay for each of these – $5 or $ 250? Even at that maximum price, this
would not generate sufficient cash to cover the cost for the laminate prog-dies,
much less the housing drawing dies, the brush plates, the injection molds for
the end-caps, etc, and then the jigs & fixtures to produce it. Although
I would dearly love to see a major manufacturer jump on this need, as it's use
is only for HO slot cars, the economics just aren’t there.
I have agreed to produce just the 12 copies of the original Tyco Mk II prototypes
of 1969 and 70 as a project. I have spent over a year and a half designing this
product, machining the masters, making up the proto-grade molds, photo-etching
parts, plus designing & building the jigs & fixtures to accomplish this
(any fool can make one item, try to exactly duplicate that 12 times!).
For reasons that I won’t get into here, I have enlisted a collaborator
in Joel Pennington, who has built a couple of prototype that you have seen –
proving the potential of the design."
--------------------------------------
Mk II Progress Update 1-28-2012
Brush Tube Assemblies
The brush Tube assemblies are photo-etched plates, 3/32” brass tubing-cut
to .1965” length. These were silver soldered-using a fixture to ensure
perpendicularity to plates. Then these were tapped 1-72 threads.
Note that there is a solder tab on each plate for the power leads.

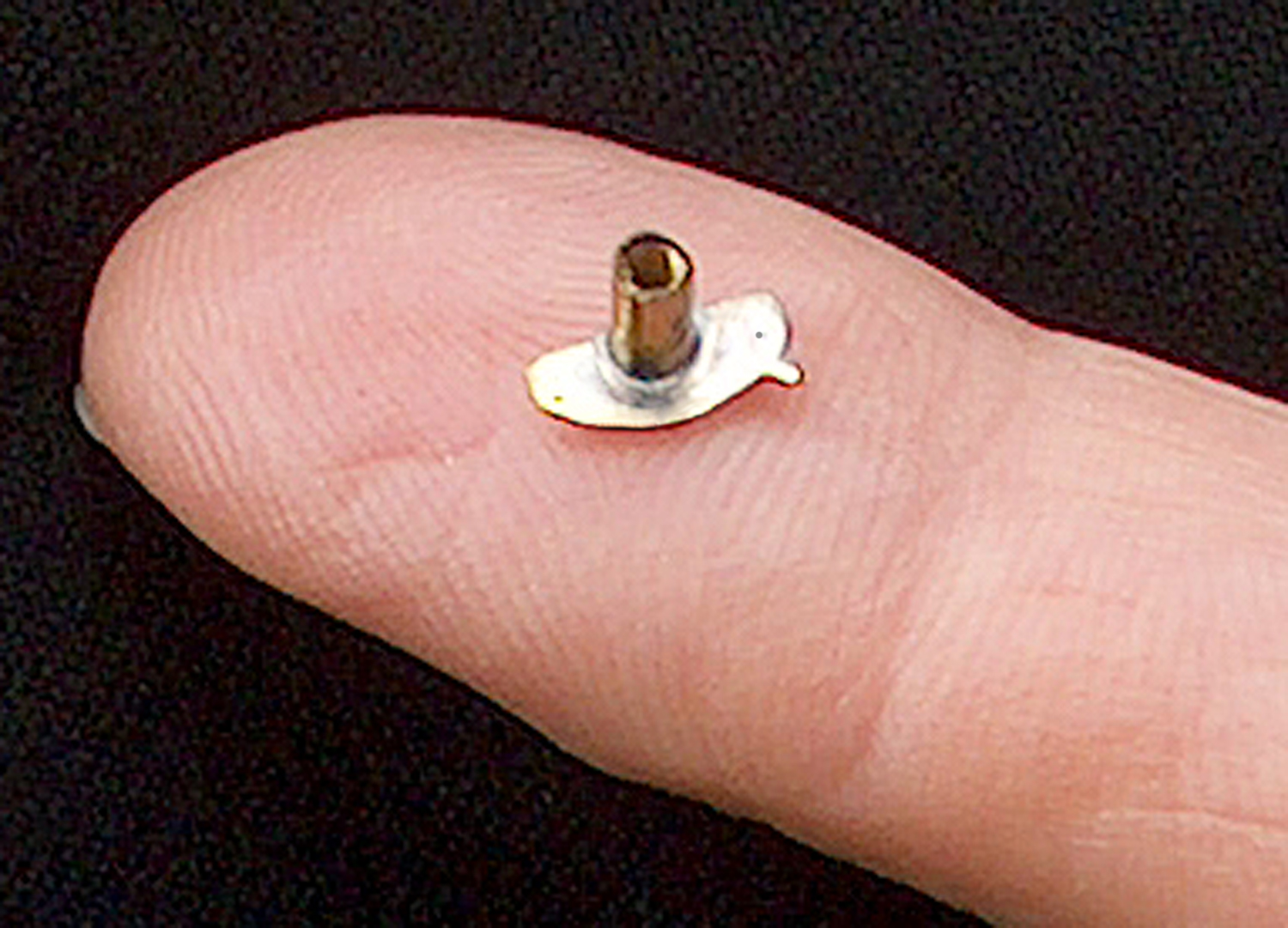
Here is a feel for the scale of what is being machined...
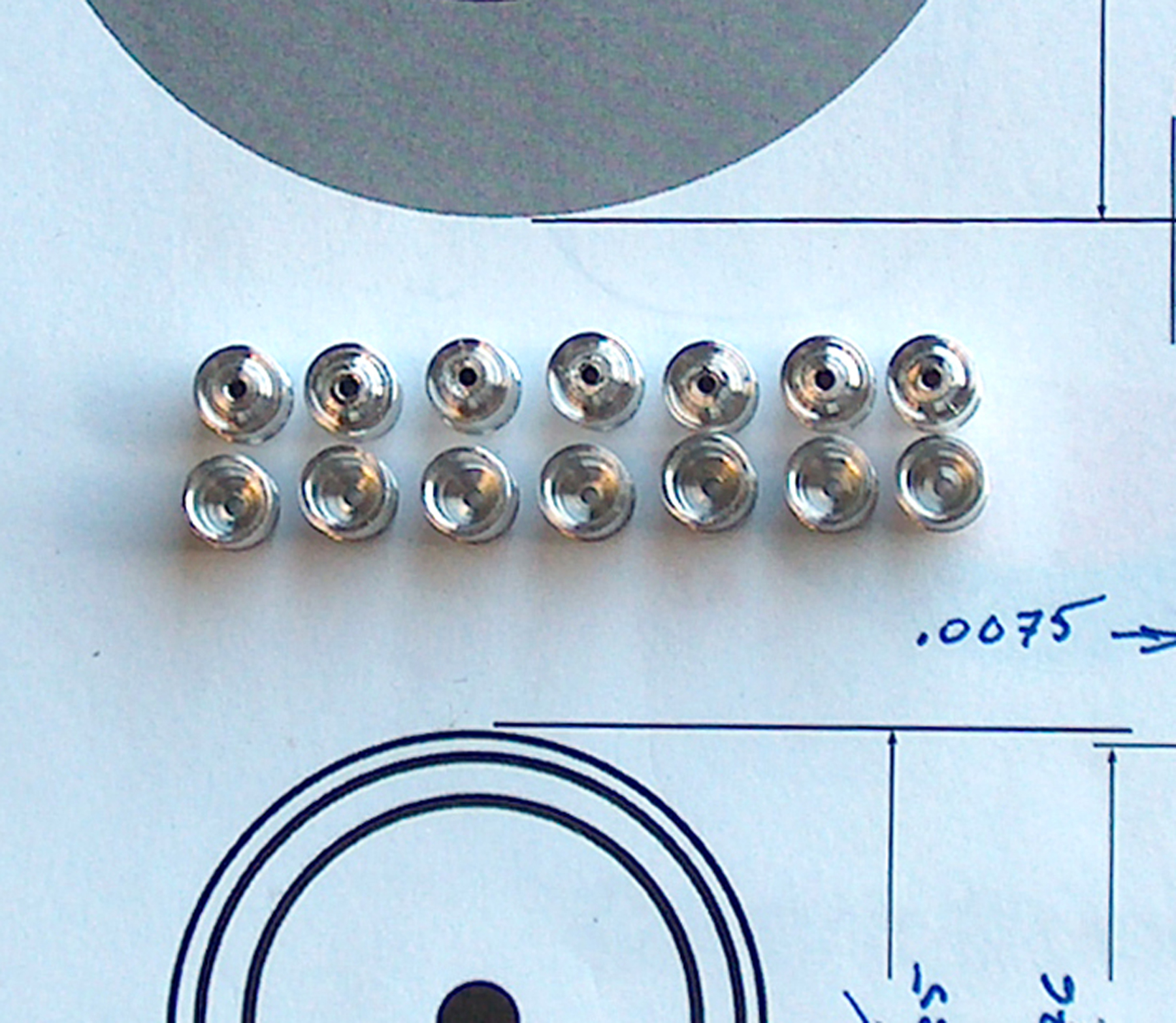
L/H Rear Wheels
This was a 15 step machining process – for each wheel. The R/H wheels
are different, not having the set-screw boss, as the back of the wheel sits
flush to the spur gear. I am still working with several designs to retain this
wheel to the axle/gear – I cannot remember exactly how I did this on the
original Mk IIs.
Spur Gears

These were sourced from the original supplier – available units were much
thicker than original, so each was silver soldered to a brass shaft then cut
to final thickness on a lathe. Each gear yielded two Mk II sized gears. This
required a very narrow parting tool, which was ground to required width. These
will be bored to press-fit on the rear axle, then silver soldered.

Body Master

The original MkII used a Hot Wheels Mclaren M6 as a beginning for the vac-formed
body. Ron Bernstein sourced the Hot Wheels car as a start to duplicate the original.
This was split down the center of each fender – with a jeweler’s
saw.
A spreader bar was “tack” glued on center section and the outer
sides carefully positioned to have identical spacing for each side. The gap
was filled with Aluminum filled epoxy. The contour was shaped, all surface voids
filled and sanded for primer. Lots of minor fill, sand, prime before it was
ready for a gloss coat of paint.
The next step will be to “clay-off” the master to make a mold to
cast up a vac-form part.
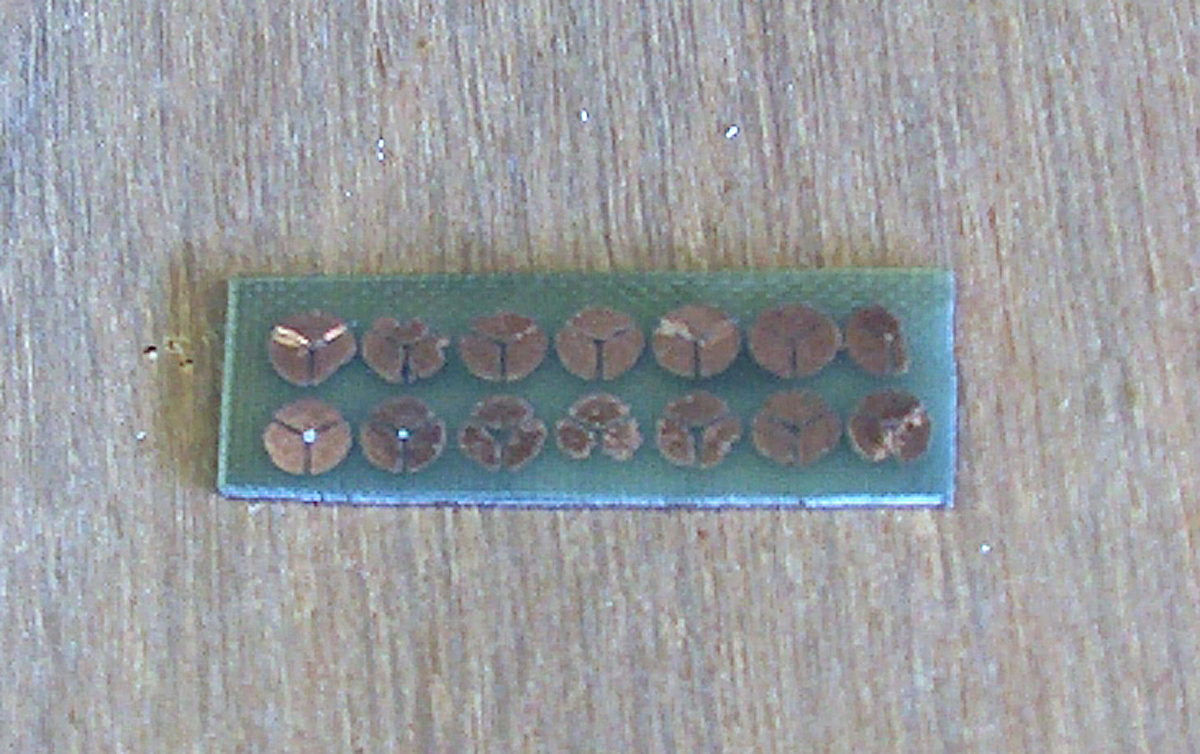
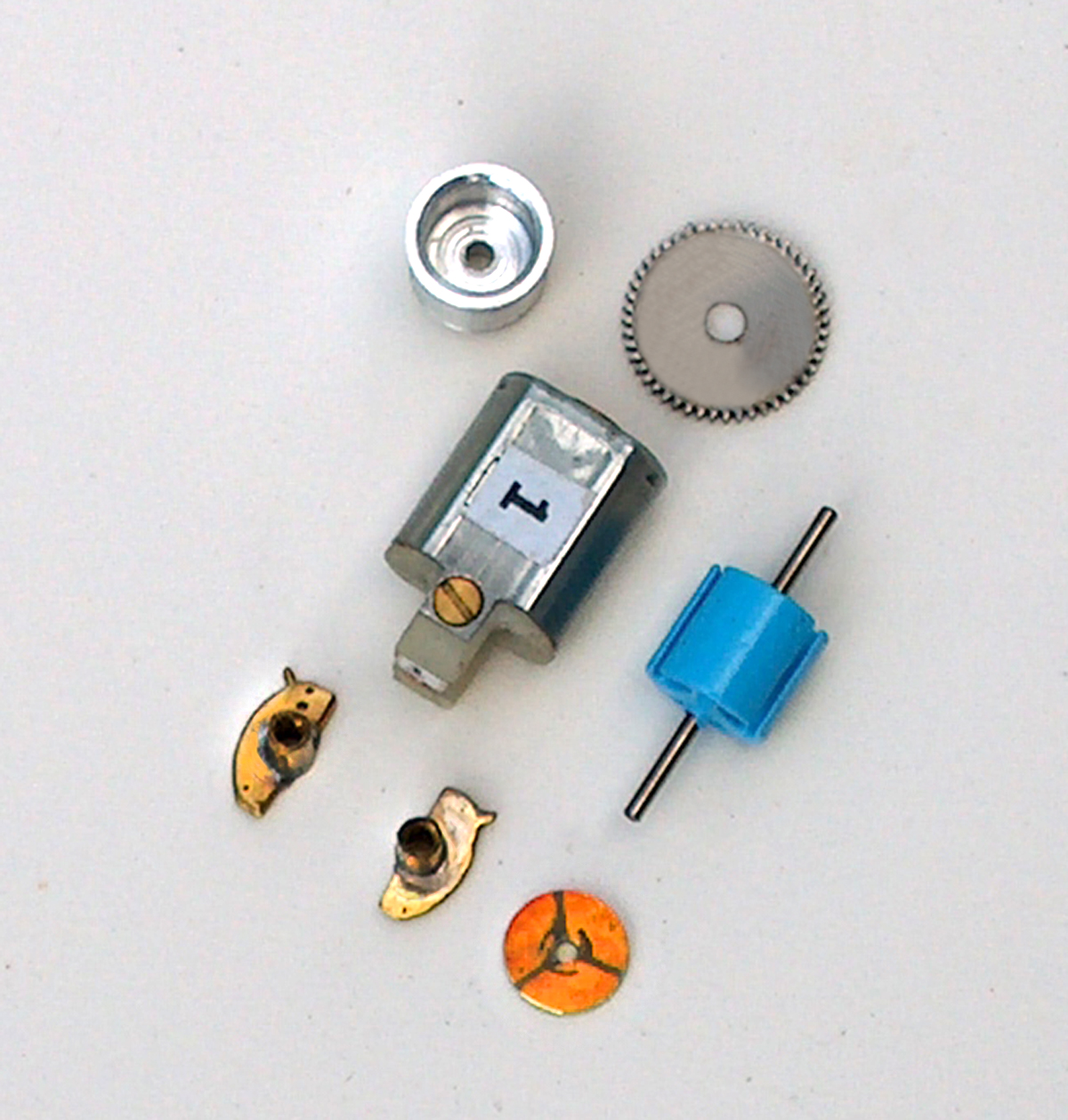
View of completed parts
As of today for the 12+1 production run.
As you can see, each motor and attendant parts are numbered.

Jigs & Fixtures
This illustrates to various Jigs & Fixtures built to date. I still need
to machine up the fixture to attach the rear axle tube to the motor housing,
the fixture to fit & retain the brush plates to the end caps.
(click image for larger)

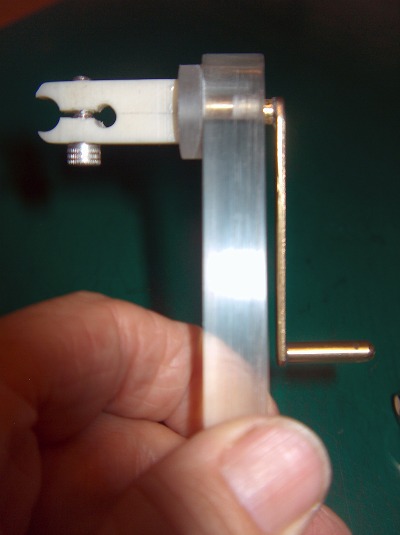
Moving Forward: a new arm winder was required....Hand made tooling and jigs to build hand made cars....(note the differences in the winder from Jan 2011....)
Ron,
The Mk II project took a step forward yesterday - I finished & tested the
armature winder with the new wire tensioning system. After a few wire breakages,
etc. I get the adjustment right and test wound several armatures (actually,
the same blank several times).
In the attached photos, you can see that the tensioner system consists of an
adjustable pair of rollers, a spring loaded arm for the guide roller and a wire
spool holder. The sprung guide roller was necessary to compensate for the shape
of the armature changing the tension as it is rotated.
Back in the “old days” we simply held the armature shaft in a pin
vice, measured out three lengths of wire and hand wound each pole. This worked
well for the larger Mabuchi ST 02 size (and anything larger, such as a “pan-cake”
type). But the smaller size of the Mk II armature, complicated by the PC commutator
and the sheer quantity required (39+ poles) dictated a system that ensured consistent
windings.
Regards,
Pat


{kind=link}
{kind=link}